所屬科目:高中技藝◆鉗工
1. 提持榔頭時應儘量以五指施力扣緊,才不會導致榔頭脫離手掌。 (A)O(B)X
2. 游標卡尺是劃線工具,也是量測量具。 (A)O(B)X
3. 鑽削工件夾持時會翹起而無法與平行塊貼緊時,可使用鋼錘敲打工件即可獲得改善。 (A)O(B)X
4. 手弓錨錨切,錨切空心管件時,要邊錨邊選轉工件錨切。 (A)O(B)X
5. 手弓錨錨切,其錨切的行程要儘量長,錨切施力也要儘量大,其錨切效果越佳。 (A)O(B)X
6. 手弓錨錨切,錨切大斷面的鋁材時,要使用粗錨齒錨條並邊錨邊改變姿勢,以減少錨切面。 (A)O(B)X
7. 鑽頭鈍化時,鑽削最可能發出咬咬聲。 (A)O(B)X
8. 控制鉸削孔的鉸削裕量,最好先鑽導孔。 (A)O(B)X
9. 攻螺紋的預鑽孔,其孔緣用較大的鑽頭鑽除,既可避免攻螺紋時產生毛邊,又有引導啟攻螺紋的效果。 (A)O(B)X
10. M10×1.5 與 M10×1.0 的螺旋角相同。 (A)O(B)X
11. 攻 M10×1.5 螺紋時要邊攻邊倒轉,可避免絲攻咬死於孔內。 (A)O(B)X
12. 攻 M10×1.5 螺紋時發現垂直度不佳時,需邊攻邊調整。 (A)O(B)X
13. 用螺絲模製作一螺絲配合用螺絲攻攻一內螺紋時,應先完製作螺絲後完成攻螺紋。 (A)O(B)X
14. 鉗刀刷又稱鋼絲刷,是清除鉗刀齒積屑的工具。 (A)O(B)X
15. 機械組裝的定位銷和孔是尺寸計量的依據。 (A)O(B)X
16. 鉗削薄板緣時,要使用直進法鉗削。 (A)O(B)X
17. 去除鉗削件的毛邊,可用錨片刮除,方便、容易又確實。 (A)O(B)X
18. 鉗削的主要目的是控制精確尺寸,而其關鍵技術是鉗削面的真平度。 (A)O(B)X
19. 圓鉗刀是用以鉗削圓孔和球面的工具。 (A)O(B)X
20. 滑車的動滑輪越多越省力。 (A)O(B)X
1. 金屬熱作加工主要為:(A)塑性成形;(B)材料晶粒重排;(C)破壞變形;(D)剪力成形。
2. 如馬達之一級動力源傳動常用:(A)齒輪;(B)皮帶;(C)鏈條;(D)摩擦輪。
3. 左圖之前視圖為:(A);(B);(C);(D)。
4. 左列三視圖中的右側視圖是:(A);(B);(C);(D)
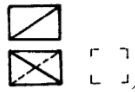
5. 左圖之右側視圖為:(A);(B);(C);(D)
6. 左側之視圖中的右側視圖為:(A);(B);(C);(D)
7. 隨著專業機械加工的技術與精度的提高,高精度的機件和機械的生產,鉗工技術越強調(本題以何項最適切選答):(A)精密修整、組裝、定位、調整;(B)精密修整、裕量的鈍除、調整、測試;(C)精密修整、裕量的鈍除、尺寸量測、測試;(D)裕量的鈍除、定位、尺寸量測、測試。
8. 求圓桿中心,必須用到下列那些劃線工具:(A)圓規、高度規、平台(板);(B)分規、分規、直尺、平台(板);(C)V型塊、高度規、平台(板);(D)高度規、直尺、平台(板)。
9. 須在一矩形立方工件的平面上劃出一組平行線,必須用到下列那些劃線工具:(A)圓規、高度規、平台(板);(B)高度規、平台(板);(C)分規、直尺、平台(板);(D)圓規、V型塊、高度規。
10. 須在一薄板塊的平面上劃出一組相互垂直的直線,這組直線並未與邊緣有平行或垂直的關係,必須用到下列那些劃線工具:(A)高度規、平台(板);(B)圓規、高度規;(C)分規、直尺;(D)V型塊、高度規、平台(板)。
11. 使用右手握持手弓鋸鋸切,最有效的施力方式為:(A)右手往下壓,左手往前推;(B)左手和右手臂同時往下壓;(C)左手往前壓,右手臂下壓搭配腰身往前推;(D)左手和右手同時往下壓搭配腰身往前推。
12. 手弓鋸鋸切扁鋼材,最容易產生噪音的原因為:(A)選用的鋸齒數太少;(B)材料側夾所導致;(C)材料未夾於鉗口中央位置;(D)材料伸出鉗口太長。
13. 錯削大孔徑時最好:(A)增加進給率降低轉數;(B)降低進給率降低轉速;(C)增加轉數添加切削劑;(D)轉削導孔降低轉數。
14. 半鑽唇角不相等但切邊相等的鑽頭,鑽削時排屑為:(A)單槽排屑,有時候是條狀有時卻為帶狀;(B)單槽排屑;(C)雙槽排屑,但切屑寬度不一樣;(D)雙槽排屑,厚薄不一之帶狀。
15. 鑽頭的鑽唇間隙角不正確時,將產生:(A)減少鑽頭壽命;(B)擴大孔徑;(C)不同的切屑形狀;(D)單槽出屑。
16. 設鑽削孔徑為 ( D ),鑽削速度為(V),每分鐘轉數為(N),其間之關係式為:(A)N=1000V/πD;(B)N=1000π/DV;(C)N=1000/πDV;(D)N=1000V/2πD。
17. 手工鉸削直徑 6mm、公差 H7 的孔徑時,應用到的鑽頭為:(A)5.8;(B)5.9mm;(C)4.5mm,5.8mm (D)5.0mm,5.9mm。
18. 手工鉸削時,選用切削劑的主要考量因素為:(A)鉸刀材質;(B)工件材質;(C)鉸孔孔徑;(D)鉸削深度。
19. 手工鉸削時,鉸刀會振動而形成鉸削面明顯刀痕的主要原因:(A)鑽削孔徑真圓度不良;(B)鑽削孔壁殘留嚴重刀痕;(C)鉸削孔徑的預留量太大;(D)鉸削件材質太硬。
20. 下列何項敘述具有延長手工鉸刀壽命的效果:(A)快速鉸削;(B)反轉退刀;(C)使用適當切削劑;(D))右轉鉸削2圈,要左轉1圈斷屑。
21. 有一平面為 $22 \times 120 \mathrm{~mm}$,還有 $0.15 \mathrm{~mm}$ 的加工裕量,宜選用:(A) $350 \mathrm{~mm}$ 粗鈍鈍除;(B) $350 \mathrm{~mm}$ 細鈍鈍除;(C) $250 \mathrm{~mm}$ 粗鈍鈍除;(D) $250 \mathrm{~mm}$ 中鈍鈍除。
22. 鈍削約 $3\mathrm{mm}$ 裕量之薄板板緣時,宜使用何種鈍削方式:(A)橫向斜進法;(B)橫向直進法;(C)縱向直進法;(D)交叉直進法。
23. 鈍削時可用何種鈍削方式來校正鈍削姿勢之正確與否:(A)直進法;(B)斜進法;(C)交叉直進法;(D)交叉斜進法。
24. 數值控制車床的床台傳動使用:(A)梯形螺紋螺桿;(B)艾克姆螺紋螺桿;(C)V型螺紋螺桿;(D)滾珠螺桿。
25. 軸承的運動對關係為:(A)低對;(B)中對;(C)高對;(D)特殊對。
26. 能促使從動件做間歇性運動的傳動:(A)凸輪;(B)鏈輪;(C)行星輪系;(D)萬向接頭。
27. 當主動軸和被動軸之軸心線成平行但不相交時,宜選用何種聯軸器:(A)萬向接頭;(B)歐丹聯軸器;(C)凸緣;(D)軸套。
28. 那種連桿機構有死點:(A)曲柄滑件機構;(B)牽桿機構;(C)直線機構;(D)雙搖桿機構。
29. 機構運動常使用配重,其目的為:(A)增加機械效益;(B)克服死點位置;(C)增加運動的極限範圍;(D)增加機台的重量。
30. 鏈在傳動時承受有:(A)剪力與壓力;(B)剪力與拉力;(C)壓力與拉力;(D)剪力與扭力。
 阿摩線上測驗
登入
阿摩線上測驗
登入
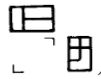 左圖之前視圖為:(A)
左圖之前視圖為:(A) ;(B)
;(B) ;(C)
;(C) ;(D)
;(D) 。
。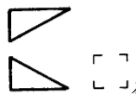 左列三視圖中的右側視圖是:(A)
左列三視圖中的右側視圖是:(A) ;(B)
;(B) ;(C)
;(C) ;(D)
;(D)
 左圖之右側視圖為:(A)
左圖之右側視圖為:(A) ;(B)
;(B) ;(C)
;(C) ;(D)
;(D)
 左側之視圖中的右側視圖為:(A)
左側之視圖中的右側視圖為:(A) ;(B)
;(B) ;(C)
;(C) ;(D)
;(D)