所屬科目:高中技藝◆模具
1.在設計二板式塑膠模具時,必須考慮在開模時要能使成形品附著於固定側。 (A)O(B)X
2. 塑膠射出成形機若使用肘節式鎖模裝置,在肘節連桿接近完全伸直狀態時鎖模力最大,因此應在肘節連桿完全伸直之前使模具閉合。 (A)O(B)X
3.沖剪加工模具角間隙的設計,若是在模孔內保持一段垂直線的孔壁後,再加以角間隙,此作法的缺點是需要較大的剪切力,適用於軟金屬的加工。 (A)O(B)X
4. 塑膠射出成形模具中,利用頂出鍋頂出時,其位置宜選在脫模阻力最大處。 (A)O(B)X
5.當板料金屬受到沖頭沖壓作用時,材料兩端瞬時產生向上的力矩,造成板料的外側受到壓應力而內側靠沖頭端受到拉應力作用。 (A)O(B)X
6.沖剪模具間隙大小會影響成品的剪斷面,若模具間隙太大,沖剪時成品斷面會呈現二次剪斷現象。 (A)O(B)X
7.塑膠模具中,梯形橫澆道的斷面形狀因只在澆口一側加工,製作容易,常被採用。 (A)O(B)X
8.沖剪模具中,剝料板、固定沖頭之承板,選用的材料以易於加工與低成本為原則,一般採用低碳鋼 S10C~S30C。 (A)O(B)X
9.塑膠成品因熱漲冷縮,故其塑膠模具之公模仁尺寸設計時應略小於成品尺寸。 (A)O(B)X
10.沖剪下料加工時,料片初期受模穴的限制,但當其脫離模穴後,材料會向外伸張,而使得料片尺寸變大 (A)O(B)X
11.塑膠模具設置冷卻水道時,較冷的水應先由距澆口較遠的位置流入,由澆口附近的位置流出,以降低模穴各部位之溫度差距。 (A)O(B)X
12.金屬材料之擠製加工是在再結晶溫度以下進行,製品表面光度佳,尺寸精度高。 (A)O(B)X
13.引伸加工時常在模具中加裝壓料板,主要功用是避免材料移位。 (A)O(B)X
14.點狀式澆口可以適用於二板式模具與三板式模具,能用於一模多穴產品,並達成較一致的充填。 (A)O(B)X
15.沖壓過程為避免沖頭刀刃之端面一次同時吃進板料,而產生過量負荷,可在沖頭製作一小的剪斜角。 (A)O(B)X
16.固定式剝料板製作簡單,兼具壓料之功能,一般均固定在下模板上,設有開口配合沖頭形狀,下面有導料槽使料條通過。 (A)O(B)X
17.肘節式沖床在下死點附近時滑塊速度慢,壓力極高,適合做引伸加工。 (A)O(B)X
18.在進行沖模設計時,繪製正式模具圖的第一步是料條布置,接著繪製沖頭及下模塊。 (A)O(B)X
19. 金屬材料直壁圓筒引伸件引伸變形時,很少或幾乎不發生金屬流變之位置為底部與筒壁部交接之圓角區。 (A)O(B)X
20. U型彎曲製品在生產時會發生彈回現象,若要減少回彈量,則必須降低沖頭之兩側彎曲半徑。 (A)O(B)X
21. 欲利用引伸加工一圓筒形製品,若成品的表面積與胚料的表面積相同,圓筒的直徑為 d,高度 h,胚料直徑為 D, 使用面積法求毛胚直徑,則 $D = \sqrt{d^2 + 4dh}$ 。
(A)O(B)X
22. 彎曲加工過程中,使材料產生彎曲永久變形的力量稱為彎曲壓力。材料之抗拉強度愈大、厚度愈厚、模肩寬度愈大,則所需之彎曲應力愈大。 (A)O(B)X
23. 參考圖(一)之塑膠模具,編號 1 的零件為注道襯套,與射出機加熱缸之噴嘴相接觸,塑膠料經此澆道襯套進入流道、模穴之中。
24. 參考圖(一),塑膠模具上之定位環係裝置在活動側夾板上,其直徑須與塑膠射出成形機之固定模板孔徑相配合。
25. 圖(二)的沖模零件分解圖中,編號(C)零件的作用為當沖頭下降時,首先進入料條已沖好的孔中,將帶料精確導正。
1. 參考圖(一)之塑膠模具,下列對於各標註零件的名稱何者正確?
(A)編號 2 為可動側固定板 (B)編號 16 為頂出銷 (C)編號 14 為注道抓銷 (D)編號 7 為承板。
2. 圖(二)的沖模零件分解圖中,下列有關各部位零件的名稱何者不正確?
(A)編號 1-定位銷 (B)編號 2-下料沖頭 (C)編號 5-下模塊 (D)編號 4-固定式退料板。
3. 塑膠射出成形模具中,用以使固定側與可動側配合定位的是(A)裝置板與固定板 (B)心型與模仁 (C)承板與間隔塊 (D)導銷與襯套。
4. 參考圖(三),沖剪加工時,金屬材料在遭受剪切作用進入第二階段(超過 C 點),是屬於塑性變形期,此時拉力作用已超過材料本身的
(A)破壞強度 (B)最大強度 (C)降伏強度 (D)抗拉強度。
5. 圖(四)為一截面積 50 mm X 40 mm 之長方形工件,經磨削加工後,A 部位之尺寸測量值應為
(A)51.24 (B)54.86 (C)56.56 (D)60.10 mm。
6. 沖剪加工下模塊若具有較複雜形狀刀口,經常將下模塊適當分割成若干塊以便加工。根據分割原則,圖(五)中哪一個分割線是不恰當的作法?
(A)A (B)B (C)C (D)D。
7. 螺桿式射出機構是利用活塞推動螺桿,將塑料以高速高壓射出。下列哪一項不是螺桿式射出機構的特點?(A)小塑件可高速成形 (B)可塑化能力大 (C)塑料及顏色混合均勻 (D)塑料加熱均勻。
8. 某些模具材料需要一定程度的硬度,若採用碳素工具鋼,其硬化能差,要達到淬火硬化效果,熱處理時必須急速淬火於水中,但容易產生淬裂,解決的方法為 (A)改用爐冷的方式 (B)分兩階段淬火 (C)改用合金工具鋼 (D)提高加熱溫度。
9. 下列何種金屬材料在大氣中會在表面自然形成一緻密氧化層,使得此材料具有優良之耐蝕性,常用於製作各式門窗外框?(A)工具鋼 (B)鈦合金 (C)鋁合金 (D)鎂合金。
10. 下列哪一個材料經剪斷後,其剪斷面之擠壓面、剪斷面與毛邊均較大?(A)鋁合金 (B)高碳鋼 (C)鑄鐵 (D)工具鋼。
11. 有關連續沖模的使用限制,下列那一個敘述正確?(A)對於數量多的產品不宜使用之 (B)精度公差較低之製品不適用 (C)不適合製造會產生殘留應變之製品 (D)不適用於形狀簡單的製品。
12. 使用熱硬性塑膠製造面積較大、凹凸較深的電器用品的外殼,以下列何種成形方法最為適當?(A)滾延成形 (B)壓縮模成形 (C)擠出成形 (D)加熱成形。
13. U形彎曲加工時,沖頭與模肩之間隙值會影響回彈量,其大小主要受到下列何種因素之影響?(A)凹模深度 (B)沖頭端圓弧 (C)凹模模肩圓弧 (D)材料厚度。
14. 壓縮加工係將材料放入模具中,選用適當的沖床進行壓縮而成形,下列何者不是壓縮加工的優點?(A)模具壽命長 (B)可以完成複雜的成品 (C)產品機械性質提高 (D)材料利用率高。
15. 模具零件使用過程容易產生磨耗,其主要原因之一為材料下列何種性質較低? (A) 剛性 (B) 硬度 (C) 可撓度 (D) 延性。
16. 熔融的塑料流入分模面會造成塑膠射出成形製品產生毛邊,其主要的原因可能為 (A) 材料的流動性太快 (B) 射出壓力不足 (C) 鎖模力太大 (D) 射出速度太慢。
17. 熱固性塑膠使用後無法回收再次融化成型,下列哪一種材料屬於熱固性塑膠? (A) 聚氯乙烯 (B) 聚丙烯 (C) 聚甲基丙烯酸甲酯(壓克力) (D) 酚醛樹脂。
18. 欲在板厚 3 mm 之低碳鋼材料上沖製一個直徑為 10 mm 之圓孔時,若材料之抗剪強度為 350 MPa,則所需之沖剪力約為 (A) 27 (B) 33 (C) 47 (D) 55 kN。
19. 磨削溝槽時,經常需將砂輪二側面後端修整為凹面,是為了 (A) 容納更多切削劑 (B) 減少磨削接觸面 (C) 容易排屑 (D) 降低砂輪的磨耗。
20. 澆口是塑料進入模穴之前必經的通道,一般適用於板狀面積較大製品之澆口型式為 (A) 直接澆口 (B) 矩形澆口 (C) 扇形澆口 (D) 圓盤澆口。
21. 玻璃纖維強化塑膠 (FRP) 為一種將玻璃纖維與不飽和聚酯樹脂複合而成的強化塑膠,此類製品通常利用何種方法成形? (A) 壓縮成形 (B) 塗佈模造成形 (C) 射出成形 (D) 鑄塑成形
22. 下列有關沖剪加工之特性描述,何者正確? (A) 下料模具之沖剪力與下料輪廓長成正比 (B) 剪切工作應在沖壓行程的下死點後完成 (C) 沖剪過程中,在工件剪斷時,所需的沖剪壓力達到最大 (D) 下料沖剪時,為節省材料,廢料邊之寬度應愈小愈好。
23. 改善塑膠射出成品之流痕最有效的方法是 (A) 提高射出速度 (B) 提高射出壓力 (C) 增加模溫 (D) 增加澆口數目。
24. 下列有關塑膠模具與成形的相關敘述,何者有誤? (A) 塑膠產品氣泡之產生其主要的原因是可能塑料乾燥不足 (B) 塑膠成品原則上是以不做後加工處理 (C) 造成產品充填不滿主要的原因是模具溫度太高 (D) 模溫高低會影響塑料的流動性。
25. 如下圖所示,以 90° 沖頭及沖模壓製一金屬平板,欲使其彎曲成 90°,但會有彈回的現象,造成實際成品大於 90°,要解決彈回造成的角度誤差,應如何處理?
(A) 沖模角度不變,但沖頭角度增加,使之稍大於 90° (B) 同時增加沖頭及沖模角度,使之稍大於 90° (C) 沖頭角度不變,但沖模角度增加,使之稍大於 90° (D) 同時減少沖頭及沖模角度,使之稍小於 90°。
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)O(B)X
(A)O(B)X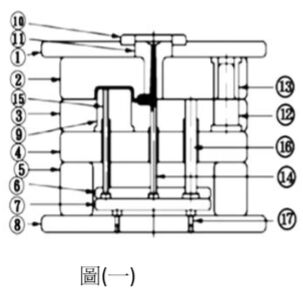 (A)O(B)X
(A)O(B)X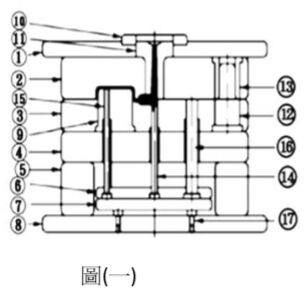 (A)O(B)X
(A)O(B)X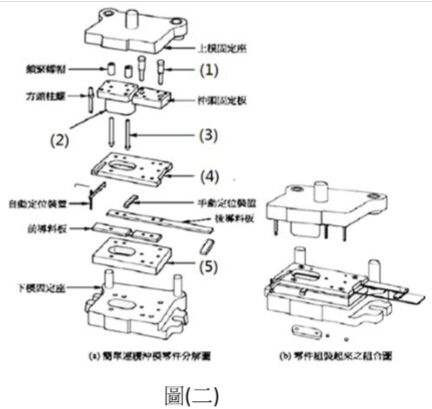 (A)O(B)X
(A)O(B)X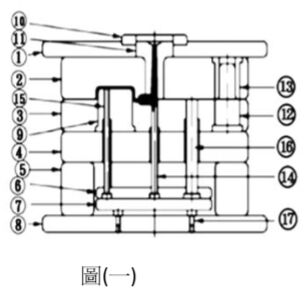 (A)編號 2 為可動側固定板 (B)編號 16 為頂出銷 (C)編號 14 為注道抓銷 (D)編號 7 為承板。
(A)編號 2 為可動側固定板 (B)編號 16 為頂出銷 (C)編號 14 為注道抓銷 (D)編號 7 為承板。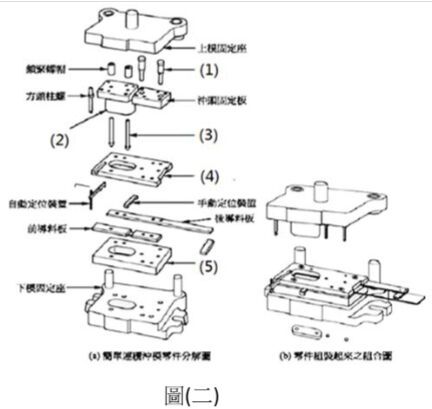 (A)編號 1-定位銷 (B)編號 2-下料沖頭 (C)編號 5-下模塊 (D)編號 4-固定式退料板。
(A)編號 1-定位銷 (B)編號 2-下料沖頭 (C)編號 5-下模塊 (D)編號 4-固定式退料板。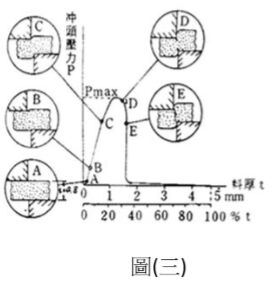 (A)破壞強度 (B)最大強度 (C)降伏強度 (D)抗拉強度。
(A)破壞強度 (B)最大強度 (C)降伏強度 (D)抗拉強度。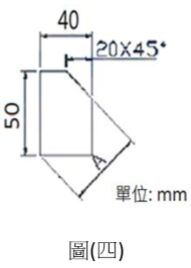 (A)51.24 (B)54.86 (C)56.56 (D)60.10 mm。
(A)51.24 (B)54.86 (C)56.56 (D)60.10 mm。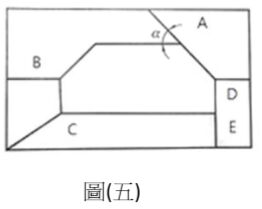 (A)A (B)B (C)C (D)D。
(A)A (B)B (C)C (D)D。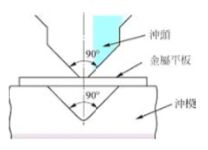 (A) 沖模角度不變,但沖頭角度增加,使之稍大於 90° (B) 同時增加沖頭及沖模角度,使之稍大於 90° (C) 沖頭角度不變,但沖模角度增加,使之稍大於 90° (D) 同時減少沖頭及沖模角度,使之稍小於 90°。
(A) 沖模角度不變,但沖頭角度增加,使之稍大於 90° (B) 同時增加沖頭及沖模角度,使之稍大於 90° (C) 沖頭角度不變,但沖模角度增加,使之稍大於 90° (D) 同時減少沖頭及沖模角度,使之稍小於 90°。